.svg.avif)
WELTEC BLUE WATER
Nutrient management
& digestate treatment
Excess manure, long storage times and a lack of water: WELTEC BLUE WATER solves several challenges at once, making it a valuable asset for those in the industry. This technology efficiently separates manure and fermentation residues into water and solids. This separated water can then be used in the biogas process for dilution purposes or for field irrigation. References from projects in Germany, Spain and Japan demonstrate its practical suitability.

How it works
Precisely coordinated process steps
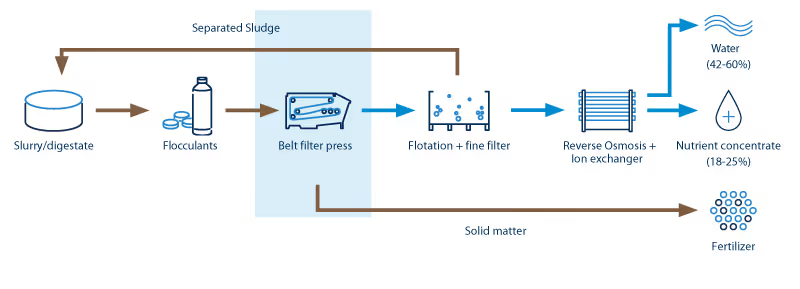
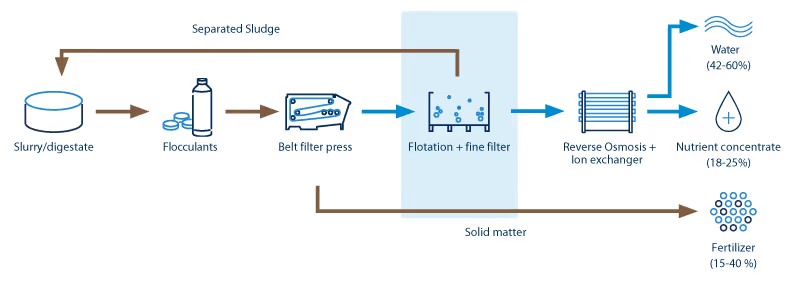
The technology works in several coordinated process steps. The starting materials are converted into three end products: solid fertilizer, nutrient concentrate, and dischargeable water.
Addition of flocculants
Feature one
Addition of additives
The first step optimizes separation. Special additives bind the smallest particles to form larger flakes, which can be separated more easily. This process separates different groups of substances from each other while reducing odour.



Feature two
Belt filter press
Belt filter press
In the next step of the process, the solid particles are dehydrated using a belt filter press. The result is a dry solid containing 25-30 percent dry matter, which is ideal for use as fertilizer, compost, or further fermentation.


Flotation tank & fine filter
Feature three
Flotation tank & fine filter
The separated liquid phase passes through a flotation tank. In this tank, light suspended solids separate from the liquid using compressed air. Meanwhile, heavy solids separate as a sink layer and are returned to the treatment process. Finally, a fine filter removes any remaining particles from the treated liquid phase.


Water purification
Feature four
Umkehrosmose & Ionentauscher
The final treatment step: In a multi-stage reverse osmosis process, the dissolved nutrients and salts are almost completely separated using membrane technology. After treatment in the ion exchanger, the resulting water is safe for discharge. The remaining nutrient concentrate can be used as fertilizer.



The benefits at a glance
For all areas
WELTEC BLUE WATER offers measurable benefits for operators, customers and the environment. The processing technology lowers storage and distribution costs, concentrates nutrients and reduces transport volumes. Solids become marketable products, nutrient concentrates become high-quality fertilisers. At the same time, up to 65 percent of the starting material is processed into pure water.
All details about our digestate treatment
Download the brochure



.jpg)




ANY MORE QUESTIONS?
We are happy to hear
from you!
Are you planning a biogas project and would like to learn more about our solutions? Our team is always there for you — personally, competently and easily.